
全国免费服务热线13544020403
13662645799
13662645799


深圳市荣立创电机有限公司
联系人:马先生
手机: 13544020403
电话:13662645799
传真:13622394364
邮箱:1035775458@qq.com
地址:深圳市龙华新区龙华新城市花园南路14号
硬齿面减速电机与软齿面减速电机的区别,可以从以下方面进行区分。
软齿面一般是齿轮表面没淬火时的齿面,软齿面系列产品就是普通的、齿轮没经过硬度加工或精度没达到硬齿面要求的产品。软齿面减速机应用领域非常广泛,各种包装机、传送机等较小功率的器械上使用相当广泛。其工艺简单,相对低廉的价格也负荷客户要求,是市面上使用最多的产品。
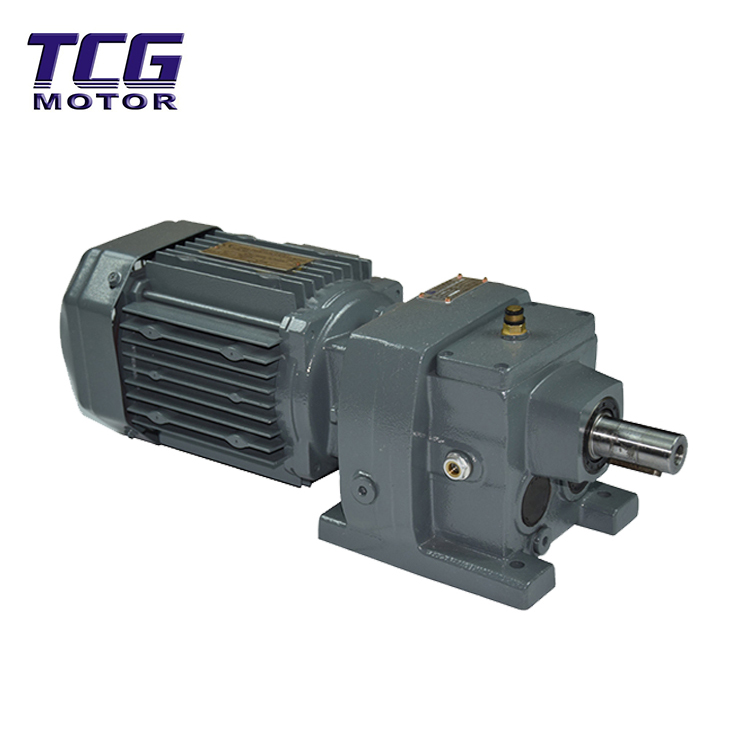
硬齿面一般是齿轮表面淬火后的齿面,硬齿面齿轮减速机不单单齿轮的硬度高,其输出轴、输入轴的硬度也比普通齿轮减速机高的多,因为功率大,其箱体的材料也是采用铸铁锻造,能很好的应付在高负载时产生的振动和冲击力。使用寿命更加长,适用于高负载的器械使用。因材料和工业上的加强,硬齿面减速机的价格相对来说要高些。更多减速机的技术问题你可以咨询一下臣功减速机,他们比较专业。
软齿面和硬齿面的不同点软齿面一般是齿轮表面没淬火时的齿面,硬齿面一般是齿轮表面淬火后的齿面,一般机械传动中使用的齿轮啮合都是硬齿面的。软齿面的使用一般是一个是金属齿轮,另一个是非金属齿轮,或两个啮合齿轮不是同一种金属的情况
获得软齿面(硬度<=350HBS)热处理的方法有正火和调质。热处理后切齿,精切可达7级精度。由于小齿轮受力次数比大齿轮多,为使大小齿轮接近等强度,常采用调质的小齿轮与正火大齿轮配对,使小齿轮的齿面硬度比大齿轮的齿面硬度高30-50HBS。
获得硬齿面(硬度>350HBS)的热处理方法有整体淬火、表面淬火、渗碳淬火和氮化等。一般是在切齿后作表面硬化处理,再进行磨齿等精加工,精度可达5级或4级。但是随着硬齿面加工技术的发展,使用硬质合金滚刀或钴高速钢滚刀,也可精滚轮齿,而不需要再进行磨齿。硬化齿轮的齿面接触疲劳强度、齿根弯曲疲劳强度及齿面抗胶合能力都得到提高,因此采用硬齿面或中硬齿面是当前发展的趋势。
地 址:深圳市龙华新区龙华新城市花园南路14号
电 话:13662645799 传真:13622394364
E-mail:1035775458@qq.com 建站优化支持:聚搜网络 网站地图 XML
本站关键词:调速电机 减速电机 变频调速电机 微型减速电机 硬齿面减速电机 直交轴减速电机 微型调速电机 TCG电机 TCG减速电机 TCG齿轮减速电机
 微信二维码
微信二维码













